y>
Công Nghệ Cơ Điện Tử, Phát Triển Dự Án Cơ Điện Tử, Robotics, Tự Động Hóa, PLC, Vi Điều Khiển...
Sunday, 2026-07-26, 4:13 PM
Welcome
Guest
|
RSS
MENU
TRANG CHỦ
DỰ ÁN CƠ ĐIỆN TỬ
CƠ ĐIỆN TỬ-HỆ NHÚNG
TỰ ĐỘNG HÓA
ROBOT CÔNG NGHIỆP
CÔNG NGHỆ CƠ ĐIỆN TỬ
ĐIỆN TỬ CĂN BẢN
VI ĐIỀU KHIỂN
MẠCH ĐIỆN TỬ-PCB
LẬP TRÌNH GIAO TIẾP MÁY TÍNH
LẬP TRÌNH PLC S7-300 CĂN BẢN
LẬP TRÌNH S7-300 NÂNG CAO
TỰ ĐỘNG HÓA
LẬP TRÌNH PLC S7-200
WINCC+SCADA
LINK KIỆN THANH LÝ
DANH MỤC
LẬP TRÌNH PLC S7-200
[0]
LẬP TRÌNH PLC S7-300
[8]
WINCC+SCADA
[0]
LẬP TRÌNH PLC S7-300 NÂNG CAO
[1]
LẬP TRÌNH S7 300
*
LẬP TRÌNH S7-300 CƠ BẢN- BÀI 1
*
LẬP TRÌNH S7-300 CƠ BẢN- BÀI 2
*
LẬP TRÌNH S7-300 CƠ BẢN- BÀI 3
*
LẬP TRÌNH S7-300 CƠ BẢN- BÀI 4
*
LẬP TRÌNH S7-300 CƠ BẢN- BÀI 5
*
LẬP TRÌNH S7-300 CƠ BẢN- BÀI 6
*
LẬP TRÌNH S7-300 CƠ BẢN- BÀI 7
*
LẬP TRÌNH S7-300 CƠ BẢN- BÀI 8
*
ĐIỀU KHIỂN GIÁM SÁT HỆ THỐNG TRỘN LIỆU TRONG CÔNG NGHIỆP
Main
»
Files
» LẬP TRÌNH PLC S7-300
Entries in category:
8
Shown entries:
1-8
Sort by:
Date
·
Name
·
Rating
·
Comments
·
Downloads
·
Views
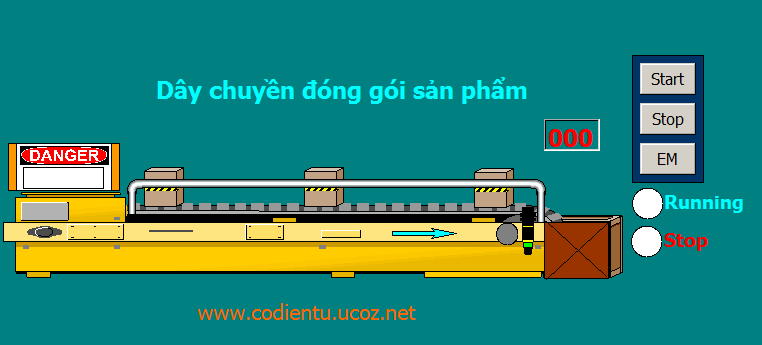
LẬP TRÌNH S7-300 CƠ BẢN- BÀI 8
Điều khiển dây chuyền đóng gói sản phẩm:
Một dây chuyền đóng gói 10 sản phẩm cho một thùng hàng gồm một băng tải
M1 và một cảm biến S4 để đếm sản phẩm hoạt động theo nguyên tắc sau:
- Nhấn nút S1 băng tải hoạt động vận chuyển sản phẩm vào thùng chứa, khi
đủ 10 sản phẩm băng tải dừng và tự khởi động lại sau 5s.
- Khi nhấn nút S2 băng tải dừng lại sau khi đã thực hiện xong thùng hàng.
- Khi có sự cố nhấn nút S3 hệ thống dừng tức thời và chỉ hoạt động trở lại
khi nhấn nút S1
LẬP TRÌNH PLC S7-300
|
Views:
3037
|
Downloads:
0
|
Added by:
dvtran
|
Date:
2013-08-12
|
Comments (3)
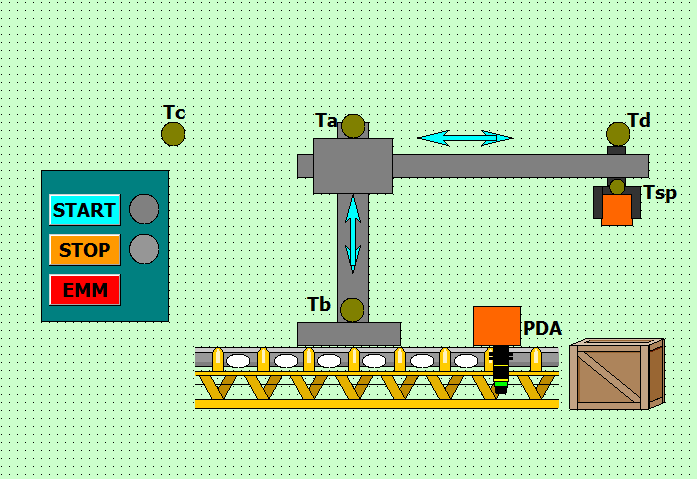
LẬP TRÌNH S7-300 CƠ BẢN- BÀI 7
Điều khiển tay gắp sản phẩm:
- Sử dụng các nút điều khiển: Start, Stop, Emmergency
- Trạng thái ban đầu tay gắp nằm ở vị trí trên cùng bên trái (Ta, Tc)
- Tại vị trí PDA không có sản phẩm thì băng tải hoạt động
- Khi PDA có sản phẩm thì tay gắp đi xuống, gắp và đi lên, sang phải Td thì đi xuống nhả sản phẩm vào thùng
- Thời gian gắp và nhả sản phẩm là 1s
- Nhấn Stop thì tay máy đi đến hết chu trình trở về vị trí đầu thì dừng
- Nhấn Emmergency thì dùng toàn bộ.
LẬP TRÌNH PLC S7-300
|
Views:
1124
|
Downloads:
0
|
Added by:
dvtran
|
Date:
2013-08-12
|
Comments (1)
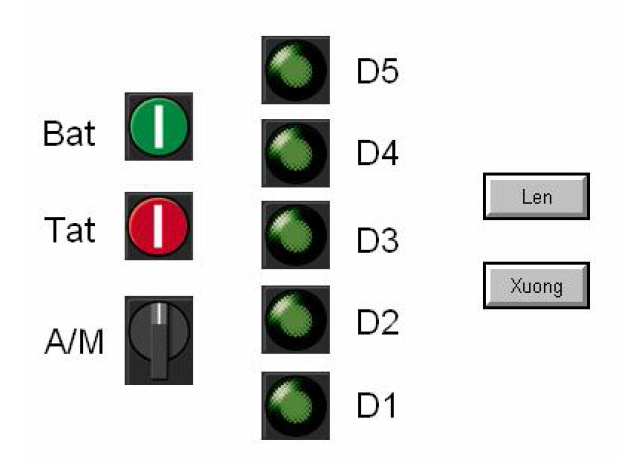
LẬP TRÌNH S7-300 CƠ BẢN- BÀI 6
Điều khiển dãy đèn hoạt động tuần tự:
Một dãy gồm 5 đèn hoạt động theo nguyên tắc sau: Bật hệ thống bằng nút S1, tắt
bằng nút S2, chuyển chế độ tự động/bằng tay (A/M) bằng công tắc S3
- Chế độ tự động: Khi ấn nút "lên” các đèn sáng lần lượt từ đèn số 1 đến
đèn số 5 và dừng lại. Khi ấn nút "xuống” các đèn tắt dần từ đèn số 5 đến
đèn số 1. Thời gian cách nhau giữa các đèn là 1s
- Chế độ bằng tay: Mỗi lần ấn nút "lên” sẽ có thêm một đèn sáng. Mỗi lần
ấn nút "xuống” sẽ có một đèn tắt.
LẬP TRÌNH PLC S7-300
|
Views:
2931
|
Downloads:
0
|
Added by:
dvtran
|
Date:
2013-08-09
|
Comments (4)
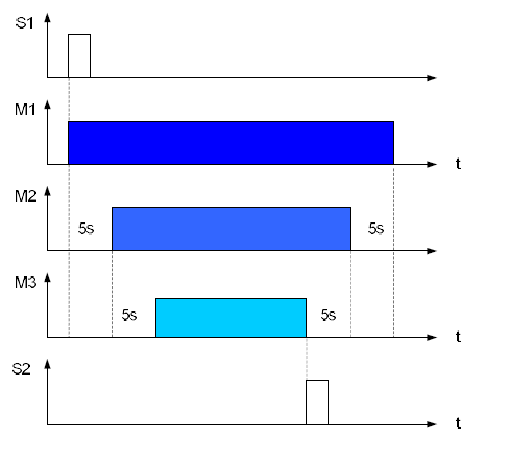
LẬP TRÌNH S7-300 CƠ BẢN- BÀI 5
Điều khiển hệ thống ba băng tải hoạt động theo trình tự sau:
- Khi nhấn nút S1 băng tải M1 hoạt động, băng tải M2 và M3 lần lượt hoạt động
sau 5s.
- Khi nhấn nút S2 băng tải M3 dừng, băng tai M2, M1 lần lượt dừng lại sau 5s.
Quá trình điều khiển hệ thống được mô tả theo giản đồ thời gian sau:
LẬP TRÌNH PLC S7-300
|
Views:
3564
|
Downloads:
0
|
Added by:
dvtran
|
Date:
2013-08-05
|
Comments (0)
LẬP TRÌNH S7-300 CƠ BẢN- BÀI 4
Mở máy qua 3 cấp điện trở phụ
LẬP TRÌNH PLC S7-300
|
Views:
2000
|
Downloads:
0
|
Added by:
dvtran
|
Date:
2013-08-02
|
Comments (0)
LẬP TRÌNH S7-300 CƠ BẢN- BÀI 3
Mở máy Sao/ Tam giác động cơ không đồng bộ 3 pha:
Khi bắt đầu nhấn Start thì động cơ sẽ được nối Sao với U pha=220V để hạn chế dòng khởi động
Hết thời gian khởi động là 5s thì mạch tự động chuyển sang nối Tam giác.
LẬP TRÌNH PLC S7-300
|
Views:
5094
|
Downloads:
0
|
Added by:
dvtran
|
Date:
2013-08-02
|
Comments (1)
LẬP TRÌNH S7-300 CƠ BẢN- BÀI 2
Đảo chiều trực tiếp động cơ 3 pha roto lồng sóc
LẬP TRÌNH PLC S7-300
|
Views:
2366
|
Downloads:
0
|
Added by:
dvtran
|
Date:
2013-08-01
|
Comments (0)
LẬP TRÌNH S7-300 CƠ BẢN- BÀI 1
Điều khiển mở máy động cơ không đồng bộ 3 pha roto lồng sóc.
LẬP TRÌNH PLC S7-300
|
Views:
2399
|
Downloads:
0
|
Added by:
dvtran
|
Date:
2013-08-01
|
Comments (0)
Tìm kiếm
Cửa sổ đăng nhập
Lịch
website tham khảo
dientumaytinh.com
microcontroller51
www.indiabix.com
finalyearthesis
tutorial.cytron
dharmanitech.com
kmitl.ac.th
electro-hobby
Copyright dientran108 © 2026
Free
web hosting
—
uCoz