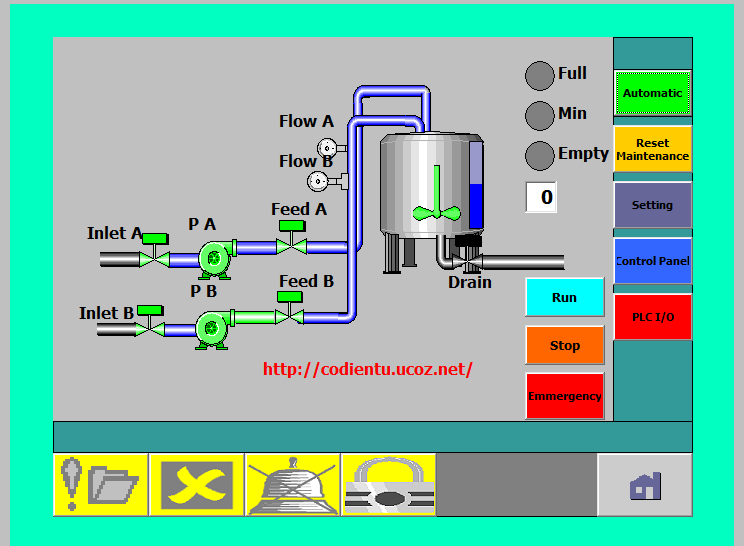
Đây là bài toán điều khiển phổ biến trong công nghiệp trộn nói chung. Tác giả tham khảo bài toán từ tài liệu của Siemens, đồng thời thiết kế hệ thống điều khiển giám sát trên màn hình HMI TP207. Chương trình Step7 bằng ngôn ngữ LAB Tóm tắt bài toán: - Bơm liệu từ 2 kênh nhiên liệu vào, tự động mở van đầu vào và van tiếp liệu khi bơm hoạt động sau 1s. Nếu sau 5s không có dòng liệu báo về từ các cảm biến dòng thì bơm dừng hoạt động. Khi bồn đầy dừng hoạt động các bơm. - Động cơ trộn thực hiện trộn khi mức nhiên liệu trong bồn >min, <max và van xả đóng. - Van xả mở và xả hết hiên liệu rồi đóng lại. - Hệ thống lưu lại số lần hoạt động của các động cơ để thực hiện bảo dưỡng cần thiết.